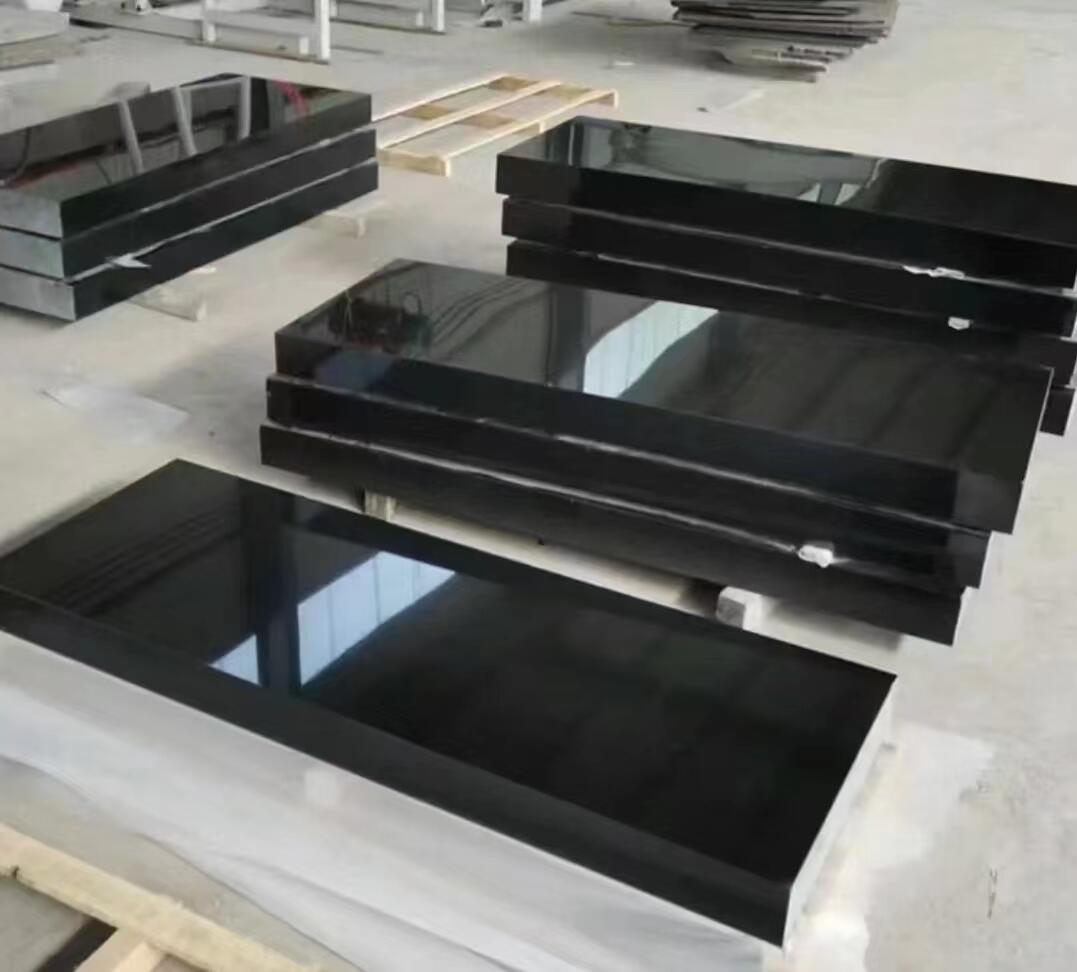
我們廠專做黑色水景大理石,不是展廳擺樣那種,是真往河道、駁岸、跌水池里埋的料,去年切了876塊G682黑金砂,崩邊率壓在1.3%——這個數是質檢組拿游標卡尺逐塊量的,不是估算。水景石和普通地面磚不一樣,它得泡水、抗凍、邊緣還得倒3mm圓角,不然一結冰就裂。所以切割不能猛,得“拖著走”。
")
用繩鋸切大板時,線速度設18m/s,但實際看水霧——水霧發白帶細密氣泡,說明冷卻夠;要是水霧發黃還冒焦味,馬上停機換冷卻液。我們試過三種配比:純自來水、5%乳化液、10%防銹劑+90%軟水。最后選了第三種,因為G682含微量黃鐵礦,純水切三刀后鋸縫發褐,銹斑滲進石紋里,客戶驗貨直接拒收。
")
有客戶要弧形水槽,半徑最小1.2米,我們沒上CNC,用老式橋切機加自制弧形導軌。導軌是45號鋼銑的,每段接縫誤差≤0.15mm,不然切出來像鋸齒。切的時候得反向進刀,就是從弧頂往兩邊退著切,否則末端會翹起0.3mm以上,拼接時縫寬忽大忽小。這個數據是去年9月用三坐標儀測12塊弧板得出的,不是師傅憑感覺。
厚度控制更麻煩。水景石要求公差±0.5mm,但我們發現,同樣一塊荒料,上午切和下午切,厚度差能到0.7mm。查了溫濕度記錄,上午相對濕度72%,下午降到41%,石材微膨脹系數變了。現在我們改了流程:荒料進車間先恒濕24小時,溫度22±2℃,再上機。這招讓厚度合格率從89%提到96.4%。
")
切割縫寬度我們卡在1.8mm,不是按設備默認值。為什么?因為灌膠用的環氧樹脂固化收縮率是2.3%,縫太窄膠擠不進去,太寬又浪費膠還影響強度。這個1.8mm是跟膠廠工程師一起測的,他們提供了12組不同縫寬的粘結強度報告,我們選了峰值區間的中位數。
片石倒角不用磨邊機,用特制鎢鋼滾刀,轉速280rpm,進給量0.12mm/轉。太快了邊發毛,太慢刀具磨損快,成本反而高。去年換了三批刀具,最后定下這個參數,單把刀壽命從86米提到132米。
")
水景石常要打孔,直徑80mm以下用空心鉆,但G682硬度高,鉆頭容易偏。我們試過加導向套,效果一般;后來在鉆頭根部焊了個銅質限位環,外徑比孔徑大0.05mm,靠摩擦力穩住鉆頭,偏移量從0.4mm降到0.08mm。這個銅環是車床現車的,不是買的。
有次切一批3米長的立柱,切到第7塊突然連續崩角。查了所有參數都正常,最后發現是冷卻水管接頭松了,實際水壓從3.2bar掉到1.9bar。重新擰緊后恢復。所以現在每臺機配壓力表,不是靠感覺聽水流聲。
")
黑色水景大理石加工廠切割工藝方法這事,真沒那么多玄學。水壓、轉速、溫濕度、刀具磨損——全是可測可調的數。我們車間墻上貼著每日實測表,不是KPI,是給下一班人看的。切壞了的料不扔,堆在角落做測試樣塊,三個月換一次。
昨天剛收到一批新荒料,光澤度測出來89.2,比標準低0.3,但密度高0.02g/cm3。這種料切起來聲音悶,得把進給量減15%,不然鋸條跳動。這些細節,設備說明書不會寫,得自己記。
蒙古黑石材廠家實體位置與直通電話
 要找到蒙古黑石材的正規廠家,先得搞明白:石材廠的實體位置在哪...2026-05-27
要找到蒙古黑石材的正規廠家,先得搞明白:石材廠的實體位置在哪...2026-05-27蒙古黑石材廠家主要位置電話名錄
 蒙古黑石材,作為一種深色系花崗巖,因其質地堅硬、色澤沉穩,在...2026-05-27
蒙古黑石材,作為一種深色系花崗巖,因其質地堅硬、色澤沉穩,在...2026-05-27蒙古黑石材廠家位置是哪里電話多少
 想找蒙古黑石材廠家?位置和電話是最關鍵的。蒙古黑石材主產地在...2026-05-27
想找蒙古黑石材廠家?位置和電話是最關鍵的。蒙古黑石材主產地在...2026-05-27蒙古黑石材廠家聯系電話與坐標位置
想找蒙古黑石材廠家,電話和地址是硬需求。別急,直接給你兩家有...2026-05-27蒙古黑石材廠家部門電話和地址
 需要找到靠譜的蒙古黑石材廠家?電話和地址信息弄清楚了,才能少...2026-05-27
需要找到靠譜的蒙古黑石材廠家?電話和地址信息弄清楚了,才能少...2026-05-27通過位置找蒙古黑石材廠家電話
 找蒙古黑石材廠家電話,用位置來篩選效率最高。石材加工行業高度...2026-05-27
找蒙古黑石材廠家電話,用位置來篩選效率最高。石材加工行業高度...2026-05-27蒙古黑石材廠家最近位置與電話
 想找蒙古黑石材廠家,關鍵是位置和電話要準。別繞彎子,直接說兩...2026-05-27
想找蒙古黑石材廠家,關鍵是位置和電話要準。別繞彎子,直接說兩...2026-05-27蒙古黑石材廠家廠址電話查詢渠道
 想找蒙古黑石材廠家,最頭疼的就是廠址和電話。別繞彎子,這里直...2026-05-27
想找蒙古黑石材廠家,最頭疼的就是廠址和電話。別繞彎子,這里直...2026-05-27
石材廠家電話:17115012356
石材廠家地址:山東省臨沂市北方石材城
Copyright ? 2020-2026 礦山源頭花崗巖工廠.花崗巖石材批發廠家 版權所有|石材價格|石材加工工藝|石材批發市場 魯ICP備2022010636號